Fly ash is one of the residues generated in the combustion of coal. Fly ash is generally captured from the chimneys of coal-fired power plants, and is one of two types of ash that jointly are known as coal ash; the other, bottom ash, is removed from the bottom of coal furnaces. Depending upon the source and makeup of the coal being burned, the components of fly ash vary considerably, but all fly ash includes substantial amounts of silicon dioxide (SiO2) (both amorphous and crystalline) and calcium oxide (CaO). Toxic constituents include arsenic, beryllium, boron, cadmium, chromium, chromium VI, cobalt, lead, manganese, mercury, molybdenum, selenium, strontium,thallium, and vanadium, along with dioxins and PAH compounds. | 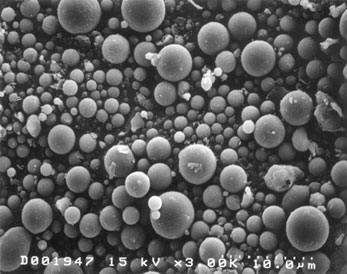 |
In the past, fly ash was generally released into the atmosphere, but pollution control equipment mandated in recent decades now require that it be captured prior to release. In the US, fly ash is generally stored at coal power plants or placed in landfills. About 43 percent is recycled, often used to supplement Portland cement in concrete production. It is increasingly finding use in the synthesis of geopolymersand zeolites.
Chemical composition and classification
| Component | Bituminous | Subbituminous | Lignite |
|---|---|---|---|
| SiO2 (%) | 20-60 | 40-60 | 15-45 |
| Al2O3 (%) | 5-35 | 20-30 | 20-25 |
| Fe2O3 (%) | 10-40 | 4-10 | 4-15 |
| CaO (%) | 1-12 | 5-30 | 15-40 |
| LOI (%) | 0-15 | 0-3 | 0-5 |
Fly ash material solidifies while suspended in the exhaust gases and is collected by electrostatic precipitators or filter bags. Since the particles solidify while suspended in the exhaust gases, fly ash particles are generally spherical in shape and range in size from 0.5 µm to 100 µm. They consist mostly of silicon dioxide (SiO2), which is present in two forms: amorphous, which is rounded and smooth, and crystalline, which is sharp, pointed and hazardous; aluminium oxide (Al2O3) and iron oxide (Fe2O3). Fly ashes are generally highly heterogeneous, consisting of a mixture of glassy particles with various identifiable crystalline phases such as quartz,mullite, and various iron oxides.
Fly ash also contains environmental toxins in significant amounts, including arsenic (43.4 ppm); barium (806 ppm); beryllium (5 ppm); boron (311 ppm); cadmium (3.4 ppm); chromium (136 ppm); chromium VI (90 ppm); cobalt (35.9 ppm); copper (112 ppm); fluorine (29 ppm); lead (56 ppm); manganese (250 ppm); nickel (77.6 ppm); selenium (7.7 ppm); strontium (775 ppm); thallium (9 ppm); vanadium (252 ppm); and zinc (178 ppm).
Two classes of fly ash are defined by ASTM C618: Class F fly ash and Class C fly ash. The chief difference between these classes is the amount of calcium, silica, alumina, and iron content in the ash. The chemical properties of the fly ash are largely influenced by the chemical content of the coal burned (i.e., anthracite, bituminous, and lignite).
Not all fly ashes meet ASTM C618 requirements, although depending on the application, this may not be necessary. Ash used as a cement replacement must meet strict construction standards, but no standard environmental standards have been established in the United States. 75% of the ash must have a fineness of 45 µm or less, and have a carbon content, measured by the loss on ignition (LOI), of less than 4%. In the U.S., LOI needs to be under 6%. The particle size distribution of raw fly ash is very often fluctuating constantly, due to changing performance of the coal mills and the boiler performance. This makes it necessary that fly ash used in concrete needs to be processed using separation equipment like mechanical air classifiers. Especially important is the ongoing quality verification. This is mainly expressed by quality control seals like the Bureau of Indian Standards mark or the DCL mark of the Dubai Municipality.
Class F fly ash
The burning of harder, older anthracite and bituminous coal typically produces Class F fly ash. This fly ash is pozzolanic in nature, and contains less than 10% lime (CaO). Possessing pozzolanic properties, the glassy silica and alumina of Class F fly ash requires a cementing agent, such as Portland cement, quicklime, or hydrated lime, with the presence of water in order to react and produce cementitious compounds. Alternatively, the addition of a chemical activator such as sodium silicate (water glass) to a Class F ash can lead to the formation of ageopolymer.
Class C fly ash
Fly ash produced from the burning of younger lignite or subbituminous coal, in addition to having pozzolanic properties, also has some self-cementing properties. In the presence of water, Class C fly ash will harden and gain strength over time. Class C fly ash generally contains more than 20% lime (CaO). Unlike Class F, self-cementing Class C fly ash does not require an activator. Alkali and sulfate (SO4) contents are generally higher in Class C fly ashes.
Disposal and market sources
In the past, fly ash produced from coal combustion was simply entrained in flue gases and dispersed into the atmosphere. This created environmental and health concerns that prompted laws which have reduced fly ash emissions to less than 1% of ash produced. Worldwide, more than 65% of fly ash produced from coal power stations is disposed of in landfills. In India alone, fly ash landfill covers an area of 40,000 acres (160 km2).
The recycling of fly ash has become an increasing concern in recent years due to increasing landfill costs and current interest in sustainable development. As of 2005, U.S. coal-fired power plants reported producing 71.1 million tons of fly ash, of which 29.1 million tons were reused in various applications. If the nearly 42 million tons of unused fly ash had been recycled, it would have reduced the need for approximately 27,500 acre feet (33,900,000 m3) of landfill space. Other environmental benefits to recycling fly ash includes reducing the demand for virgin materials that would need quarrying and substituting for materials that may be energy-intensive to create (such as Portland cement).
As of 2006, about 125 million tons of "coal-combustion byproducts," including fly ash, were produced in the U.S. each year, with about 43 percent of that amount used in commercial applications, according to the American Coal Ash Association Web site. As of early 2008, the EPA hoped that figure would increase to 50 percent as of 2011.